杏耀代理解读科学注塑工艺曲线(基础篇)
文章来源:未知时间:2021-04-24 点击数:
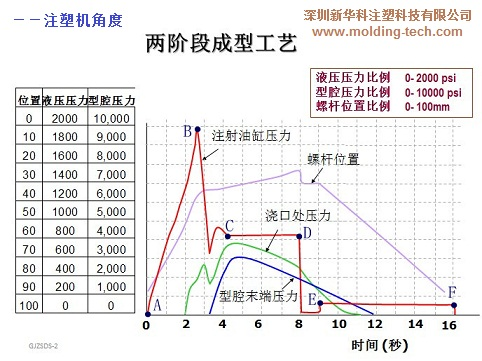
一.从注塑机角度分析:要分析注塑机动作,那我们就要看注塑机相关的曲线——注射压力曲线和螺杆位置曲线:
1. A到B点对应时间内:随着螺杆快速向前移动,
杏耀代理注射油缸压力迅速升高。在这个过程中,注塑机在做填充动作。其中B点为注射压力峰值,B点对应螺杆 位置为注塑机上设定的保压切换位置。
2. C到D点对应时间内:油缸压力持续不变,注塑机在做保压动作。C或D点的压力值,就是注塑机上设定的保压压力。
3. E到F点对应时间内:螺杆受前端塑料挤压,杏耀招商匀速退回,油缸压力很小并保持不变,注塑机做溶胶动作。E或F点的压力值,就是注塑机上设定的背压压 力。
4. B到C点对应时间:注射压力从高压突然降低,注塑机做保压切换动作。
5. D到E点对应时间内:注塑机油压系统快速泄压,螺杆前端塑料压力挤压螺杆反弹。D到E的时间为设定的溶胶延时时间。
二.从型腔的角度分析:要分析型腔内部,那我们就主要看型腔压力曲线。
1. 0到A点:0点注塑机开始填充,A点塑料才流进型腔,所以0到A点,塑料在填充流道。
2. A到B点:A点是塑料刚穿过浇口的时候,B点是塑料刚走满型腔的时候。那么A到B点就是填充型腔的过程。
3. B到D点:塑料走满型腔后,继续有塑料被挤进型腔,使型腔内部压力持续上升。C点为浇口处压力峰值,D点为型腔末端压力峰值,B到D就是补缩型腔的过程,B到D点型腔压力曲线的斜率就是补缩速率。
4. C到E点:E点为注塑机保压结束点。C到E点就是型腔的保压阶段,C到E的时间是为了等待浇口冻结。
5. D到F点:随着塑料逐渐冷却,型腔压力慢慢降低,D点到F点型腔压力曲线的斜率就是冷却速率。
6. G点:切换点。切换保压后炮筒内塑料压力迅速降低,压力传递后,型腔压力也会迅速降低。造成浇口处压力曲线产生波峰(G点)。
7. H点:型腔填满点。在G点切换后,进入慢速补缩,型腔压力下降,等塑料填满型腔后,型腔压力又开始继续上升。从而浇口出压力曲线上出现H点,即型腔填满点。